调节阀常见故障及现场处理
导读: 通过对调节阀故障原因分析,采取适当的处理、改进方法,可大大降低仪表故障率,提高调节阀的使用率,有效提高了调节系统的稳定性,延长了生产装置的运行寿命,对提高企业的生产效率和经济效益以及降低能耗都有着极其重要的作用。
一、调节阀动作迟钝
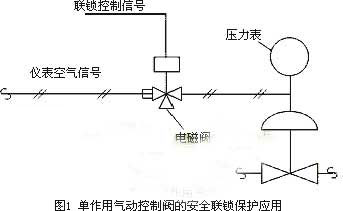
一般来说,用于紧急停车场合的自调阀,如紧急切断阀、紧急放空阀等,在紧急情况出现时需要可靠的动作,否则会给系统生产带来严重的威胁。造成调节阀动作迟钝的主要原因有:
① 气动薄膜执行机构中膜片破损泄漏;
② 执行机构中的O形密封圈泄漏;
③ 阀体内有杂物堵塞;
④ 聚四氟乙烯填料变质硬化或石墨-石棉填料润滑油干燥;
⑤ 填料压得太紧,摩擦阻力增大;
⑥ 由于阀杆不直导致摩擦阻力增大。
解决措施:
① 更换破损的膜片;
② 更换O形密封圈;
③ 清理阀体内的杂物;
④ 更换填料;
⑤ 适当调整填料压盖;
⑥ 更换阀杆。

二、阀门定位器故障
普通定位器采用机械式力平衡原理工作,即喷嘴挡板技术,主要存在以下故障:
① 因其采用机械式力平衡工作原理,可动部件过多,容易受温度、振动的影响,造成调节阀的波动;
② 采用喷嘴挡板技术,由于喷嘴孔很小,容易被空气中的灰尘堵塞,使定位器不能正常工作;
③ 采用力平衡工作原理,弹簧在条件恶劣的现场中长期工作,其弹性系数易发生改变,导致定位器线性变差,阀门的控制质量出现下降。
由于阀门定位器的阀位工作传感电位器工作在现场,电阻值易发生变化,造成小信号不动作、大信号全开的危险情况。为了确保智能定位器的可靠性和可利用性,必须经常对阀门的定位器进行测试。
三、调节阀泄漏
(1)填料泄漏
造成填料泄漏的原因主要是界面泄漏。界面泄漏通常是由于填料接触压力逐渐下降以及填料自身老化等原因引起,这时压力介质就会沿着填料与阀杆之间的接触间隙向外泄漏。解决措施:为使填料装入方便,在填料函顶端倒角,在填料函底部放置耐冲蚀的间隙较小的金属保护环(与填料的接触面不能是斜面),以防止填料被介质压力推出;填料函各部位与填料接触部分的表面要进行精加工,以提高金属表面的光洁度,减少填料的磨损;填料选用柔性石墨,因其具有气密性好、摩擦力小、长期使用后变化小、磨损烧损小、维修简单、压盖螺栓重新拧紧后摩擦力不发生变化、耐压性和耐热性良好、不受内部介质的侵蚀、填料底部的金属保护环不发生点蚀等优点。
(2)阀芯、阀座变形泄漏
阀芯、阀座出现泄漏的主要原因是由于调节阀在生产过程中的铸造和锻造缺陷导致了腐蚀的加剧,而腐蚀介质的通过、流体介质的冲刷也可造成调节阀泄漏,腐蚀主要以侵蚀或气蚀的形式存在。解决措施:把好阀芯、阀座材料的选型关、质量关,应选择耐腐蚀性材料;若阀芯、阀座变形不太严重,可通过细砂纸研磨消除痕迹,提高密封面光洁度,提高密封性能;若阀门严重损坏,则应更换新阀。
四、调节阀振荡
调节阀的弹簧刚度不足,调节输出信号不稳定而急剧变化,易引起调节阀振荡。当调节阀的振动频率与系统频率相同时,管道基座振动剧烈,阀门随之振动;调节阀选型不当,当阀门在小开度情况下工作时,流阻、流量和压力发生急剧变化,当变化超过阀门刚度时,阀门的稳定性降低,从而产生振荡。
解决措施:对于轻微的振动,可以通过增加阀门的刚度来消除,还可以选用刚度较高的弹簧,改用活塞式执行机构,管道和基座振荡剧烈可以通过增加支撑来消除干扰;若阀门的振动频率与系统频率相同,则更换不同结构的阀门;工作在小开度情况下造成的振荡,则是由于阀门流量值选择过大造成的,这种情况必须重新选择流量值与工艺相近(略大)的调节阀,或者采用分程调节方式,或者使用子母阀门以满足调节阀在小开度情况下的工作。引起 振荡的原因及处理方法见表2。
表2 引起振荡的原因及处理方法

五、调节阀卡堵
调节阀常见的问题是卡堵,通常出现在新系统投运初期和大修后投运初期。造成卡堵的原因有:
(1)由于管道内的焊渣、铁屑等停留在节流口,造成导向部位堵塞。
(2)调节阀在检修过程中填料安装过紧,导致摩擦力增大,造成小信号不动作而大信号动作过头。
故障处理措施:
(1)可迅速开启和关闭副线或调节阀,让杂物从副线或调节阀处被冲走。
(2)用管钳夹紧阀杆,在外加信号压力的情况下,来回旋转阀杆,使阀芯闪过卡处。若无效,则适当加大气源压力以增加驱动功率,反复上下移动几次,即可解决问题。若仍不能动作,则需要进行解体处理。
六、调节阀不动作
在日常生产操作中,调节阀不动作也是比较常见的故障。造成调节阀不动作原因和相应的处理方法见表1。
表1 调节阀不动作原因及相应的处理方法

|