阀门定位器的两种调校方法
摘要:运用自动控制原理对阀门定位器的常规校验方法进行了补充,并对生产中经常出现的问题给予分析和解决。
1 前言
在我集团公司双氧水生产界区,共有31套自动控制系统,在这些自动控制系统中,气动薄膜调节阀起到了举足轻重的作用,而阀门定位器作为调节阀的辅助工具,对调节阀的定位也起着决定性作用,因此阀门定位器调校质量的好坏,直接影响着调节阀的使用,阀门定位器能否正常也直接影响着调节阀的作用。因此,本文针对阀门定位器的调校和故障进行了分析和研究.
2 阀门定位器的两种调校方法
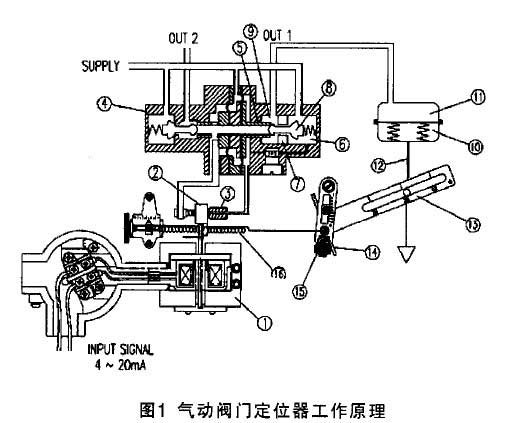
2.1 阀门定位器和调节阀工作原理图图1
围1阀门定位■和调节问工作原理围
图1中, I――输入信号
M 一零位弹簧产生的调零点力矩
M厂―输入信号产生的电磁力矩
h―― 挡板位移
P――继动器的输出
L―― 调节阀在某一开度下的行程
M广一反馈弹簧产生的反馈力矩
在正常情况下,假设阀门定位器的特性为线性,各环节均可近似看作线性环节,则结构图对应的方块图如图2。
围2 工作原理围对应的方框图
图中,lo、K厂零位弹簧、反馈弹簧的弹性系数II、K卜K2、Kv、K3、 l【厂一磁铁部件,挡板, 继动器,调节阀,反馈杠杆,行程调整机构的放大系数令: KG= KtK2Kv 1
KF=K3K4~ 2由环节的反馈运算公式可知LI= KG,1+lGKF V~I.KII 366 ElC Vo1.1 0 2003 No.5
2.2 一般调校法连接图3
围3 调校连接围
2.2.1 一般调校法
1零位调整,给定电流信号4mA,通过顺时针或反时针旋动调零螺钉,使输出压力为0.2×100KPa左右或调节阀行程有微小位移。
2量程调节给定信号8、12、16、20mA,使阀杆行程应为25% .50% 、75% 、100% .若量程偏大或偏小,调整螺母,直至量程符合要求.
3重复步骤1. 2,使量程零点达到规定值。
2.2.2 一般调校法的不足
将式1、2代入式3得Ll={KIK2Kv/I+KII~2KvK3K4Ks KoH+KII 4由式4可知,调零点和调量程改变了H和l4值。因此,只有不断反复调整H.zA-能达到要求。零位弹簧工作在线性区
域,其长度变化范围有限,调量程机构其机械位置也会受到限制,所以有时Kv很大或很小时,用一般方法就不能校准阀门定位器了,我们只有用特殊法来调校.
2.3 特殊调校法
根据4式可知,通过调整反馈杠杆的有效长度及改变调零弹簧的弹性系数也可以调校阀门定位器。具体如下:
2.3.1 调整反馈杠杆法
1给定信号4mA,通过调零螺钉,调节零点,使零点达到规定值。
2给定信号20mA,记录调节阀分别在25% 、5o% 、75% 、100% 时的行程,调量程,直至达到规定值。
3重复上述步骤1、2,若零点、量程无法校准,调整阀杆上的销钉来改变反馈杆的有效长度,K 改变,L改变。
4重复上述步骤1、2、3,直到零点,量程达到规定值。
2.3.2 改变调零弹簧的弹性系数法
当弹簧工作在非线性区域时,其l艚大,由式4可知,定位器零点提高了,行程满度值也增加, 当满度值大于额定行程时,就需要调量程机构,使调节阀的行程减小,这样阀门定位器的零位值也减小。
1给定20mA 信号,将调零螺钉调整到接近极限位置。
2】给定4mA信号,按常规法调整零点。
3给定20mA信号,按常规法调整量程。
4重复步骤2、3,直到零点、量程达到规定值。
3 阀门定位器的常见故障分析
1阀门定位器有输入信号但是调节阀不动作,原因大多是电磁铁组件发生故障或是供气压力不对,建议换电磁铁组件或检查气源压力。
2阀门定位器没有输出压力。原因为空气中的灰尘,杂质没有过滤彻底,导致节流孔堵死,或者是喷嘴挡板位置不正确,继动器有缺陷等,处理办法用0.2mm钢丝疏通节流孔,更换继动器等。
维修技术
3输出压力缓慢或不正常。在日常生产运行中,调节阀不断的动作,会导致调节阀的膜头受损、漏气,造成有输入信号但调节阀动作缓慢的故障,使调节阀达不到及时调节的效果,处理办法检查膜室,更换膜片。
4 结束语
综上所述的两种阀门定位器的调校办法,通过大量的实践表明是切实有效的,解决了生产运行中出现的许多问题,确保了调节阀的控制功能的正常发挥,维护了仪表在生产中的稳、准、灵。(文章来源:中原大化集团仪表公司 濮阳457000 胡军红陈正刚 胡传明) |