气动网毯自动校正器工作原理
前言:从国外引进的一些中、高速造纸机,都配有新一代的气动网毯自动校正装置。其特点是:结构简单,组件少,可靠性好,灵敏度高。
现介绍如下:工作原理该装置由脉冲传感器和气动执行机构两部分组成,其气路原理如图1所示。
当脉冲传感器的挡板处于中间位置时,校正器执行机构两侧气胎的气压相等,校正辊处于中心位置。当网或毯跑偏时,挡板偏离中间位置,脉冲传感器将偏移信号转换成压力信号,使执行机构的左侧气胎内的空气增压或减压,校正辊向左或向右移动,从而达到自动校正的目的。结构脉冲传感器由挡板、检测头、支座、接管等组成,
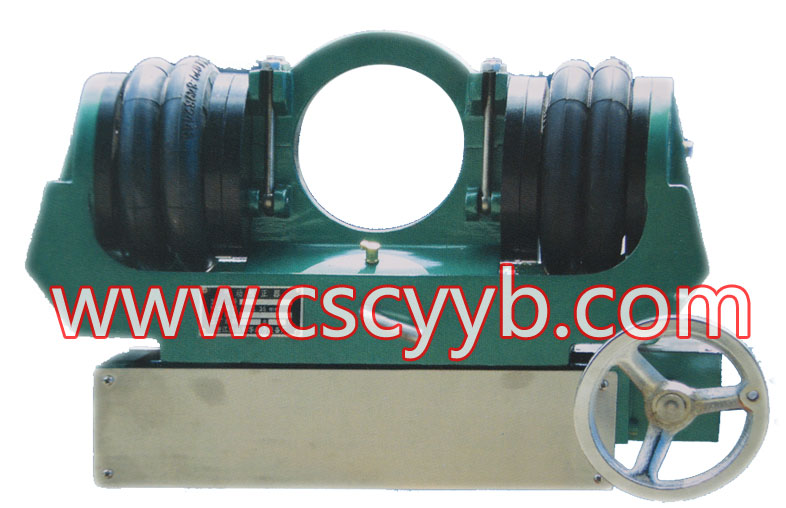
如图2。检测头实质上是一个高灵敏度的三位四通转阀。当网或毯跑偏时,挡板摆动至①或②位置,通过检测头改变气路的进出气方向,将压缩空气送至执行机构的波纹气胎,推动校正辊。国外不同制造厂商制造的气动执行机构形式各异,但是基本结构相似。图3所示为日本某公司的产品。底座1内装有波纹气胎9,由端盖2推动下滑座3在底座的轨道上移动。校正辊轴承座用螺栓固定在上滑座5上面。
手动机构可在气动故障的情况下使用。自动校正的位移量为60~7omm,能满足32ootnm幅宽以下纸机的需要。
 (注:图中所示为BPK-2毛布跑偏控制器) (注:图中所示为BPK-2毛布跑偏控制器)
|